













































Самые частые вопросы по обслуживанию и эксплуатации фрезерных станков с ЧПУ
Я приобрёл фрезерный станок с ЧПУ, нужно ли устанавливать стабилизатор напряжения?
Обязательным условием бесперебойной работы промышленного оборудования является использование стабилизатора напряжения. Это может защитить вас от выхода из строя оборудования и остановки производства. В большинстве случаев выход из строя связан с пониженным напряжением, перенапряжением, пиками и выбросами напряжения в сети. Напряжение может резко отличаться от стандартных 220/380 В. Колебания напряжения очень вредны для электрической и электронной аппаратуры, приводят к её преждевременному выходу из строя, а также ухудшают характеристики функционирования.
Стабилизатор напряжения подключается между источником тока и потребителем, в нашем случае — между электросетью и фрезерным станком. Главной характеристикой стабилизатора является его мощность. Для её корректного определения необходимо оценить соответствующую мощность подключаемого потребителя. Иными словами, необходимо подсчитать — сколько станков будут питаться от стабилизатора напряжения. Их суммарная мощность, плюс некоторый запас (порядка 20%) и будут равны номинальной мощности выбираемого стабилизатора.
Получаемые после обработки детали получаются меньше или больше нарисованных в графическом редакторе.
Если после обработки размер детали не соответствует отображаемому в программе, то возможно нужно правильно выставить импульсы шаговых двигателей. Существует универсальная формула для расчёта:
Количество импульсов = A x B / C
А – установленный в данный момент на станке импульс;
B – дистанция на которую отправляется станок;
С – фактическое расстояние, которое прошёл станок.
Пример:
У нас на станке количество импульсов установлено равным 300. Отправляем станок по требуемой оси на фиксированное расстояние, например 1000 мм. Измеряем по факту пройденное станком расстояние (для примера пусть будет 900 мм).
300 x 1000 / 900 = 333,333 – это и будет правильное количество импульсов для нашего станка. Остается только ввести это число в настройках вашей системы управления. На пультах Rich Auto А11/18 данные настройки находятся во вкладке MENU – MACHINE SETUP – PULSE EQUIV.
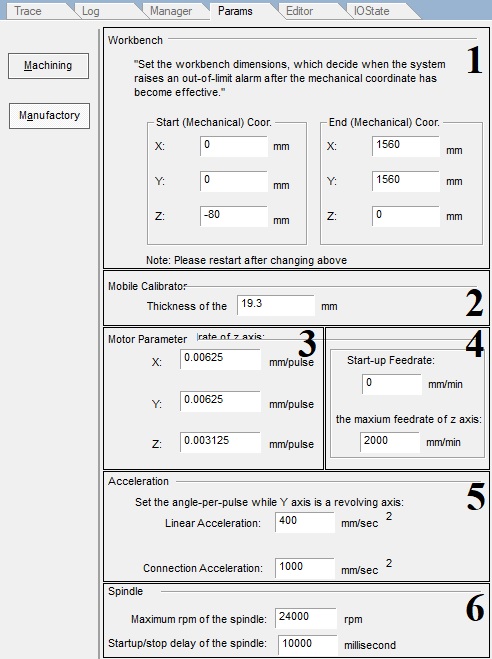
Для системы управления NC STUDIO данные настройки можно найти во вкладке Params, в окне Motor Parameter. (Окно 3)
При запуске станка и отправлении всех осей в «дом» движение происходит в противоположном направлении.
Для смены направления вращения шаговых двигателей следует сменить полярность питания одной из обмоток шагового двигателя. Это можно сделать с помощью изменения настроек в программе управления станком, либо поменять местами провода подключения шагового двигателя к драйверу (например A- и A+). В системе NC Studio можно изменить соответствующие направления на вкладке «Params». Для этого необходимо щёлкнуть правой
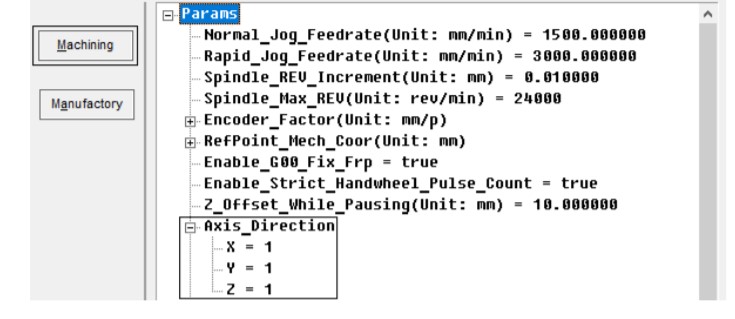
кнопкой мыши по кнопке группы параметров «Machining» одновременно нажав на клавиатуре Ctrl + Shift + Alt. В появившейся группе параметров в ветке «Axis Direction» необходимо для соответствующей оси изменить значение с «1» на «-1» или наоборот.
Какую смазку выбрать для обслуживания линейных подшипников (PMI, HIWIN, ABBA)
Все направляющие, шарико-винтовые передачи и другие механические компоненты, как и все детали машин нуждаются в смазке. Смазка необходима для нормальной работы всех узлов, которые испытывают трение при движении.
Консистентная смазка на основе литиевого мыла для направляющих. Например, «Mobilux EP 2» поставляется в тубах по 400 гр. рекомендуются для большинства типов индустриального оборудования, включая оборудование, эксплуатируемое в тяжелых условиях при высоких удельных давлениях или ударных нагрузках.
Замена графитовых пластин в пластинчато-роторном вакуумном насосе
Графитовые пластины в пластинчато-роторном вакуумном насосе являются расходным материалом, в процессе эксплуатации изнашиваются и со временем подлежат замене. Чтобы не возникало аварийных ситуаций, необходимо периодически проверять их состояние, проводить техническое обслуживание.
В первую очередь снимается пластиковая крышка кожуха вакуумного насоса. Затем внутреннее пространство вакуумного насоса тщательно продувается сжатым воздухом для предотвращения, в дальнейшем, попадания загрязнений во внутреннюю часть корпуса вакуумного насоса. Извлекая по очереди графитовые пластины, необходимо проверить их целостность и измерить ширину. Минимальная ширина графитовой пластины указана на наклейке вверху корпуса вакуумного насоса. Перед установкой графитовых пластин на место, можно продуть корпус сухим сжатым воздухом. При установке графитовых пластин следует следить за положением их рабочих кромок.
Смазка подшипника вала вакуумного насоса. Во время контроля состояния графитовых пластин осуществляется так же и уход за подшипником вала вакуумного насоса. Для удобства, эти две операции следует выполнять одновременно, тем более что весь уход за подшипником заключается лишь в добавлении смазочного материала. Для того чтобы дополнить израсходованный смазочный материал, необходимо удалить винт с заправочного отверстия вверху крышки подшипника, выдавить в отверстие смазку из тюбика (5-10 граммов в зависимости от модели насоса) и снова завинтить винт.
При отправлении станка в «дом» одна из осей очень медленно двигается либо не двигается вообще.
Нужно проверить работают ли индуктивные датчики домашнего положения станка. Попробовать поменять датчик с рабочей оси на нерабочую. Проверить в настройках системы управления статус датчиков домашнего положения. Для этого в зависимости от их типа необходимо выполнить соответствующие операции, например, для сенсоров индуктивного типа, достаточно дотронутся до контактной области датчика металлическим предметом, и посмотреть его статус.
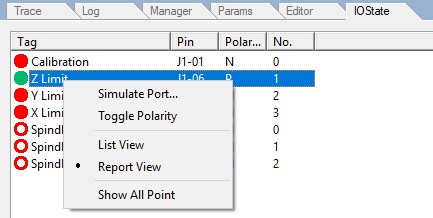
В системе управления NC STUDIO при запуске может возникнуть тревога срабатывания концевых датчиков, такое часто происходит из-за их режимов работы (нормально открытый, нормально закрытый), может потребоваться инверсия сигналов. Для выполнения инверсии сигнала (в нормальном состоянии датчикам в системе соответствует круг красного цвета) необходимо нажать правой кнопкой мыши, удерживая комбинацию клавиш CTRL+Shift+Alt на строке, описывающей соответствующий датчик и выбрать меню «Toggle Polarity», затем перезагрузить систему NC Studio.
Какой софт лучше всего подходит для написания управляющей программы для моего станка?
На сегодняшний день рынок CAD/CAM программного обеспечения очень разнообразен. Можно подобрать систему конкретно под ваши задачи и цели. Кому-то важна возможность сложной обработки и выполнение нестандартных задач. Кто-то ценит простоту и интуитивно понятный интерфейс на русском языке. В России очень распространен продукт под названием ArtCAM, но к сожалению его поддержка и продажа прекращена компанией Autodesk. Если рассматривать недорогие варианты ПО, то первым делом взгляд падает на отечественных производителей, например SprutCAM или ADEM. Для ознакомительных целей можно использовать Fusion 360 от Autodesk, у них есть специальная бесплатная подписка для студентов и учебных заведений.
Для обработки балясин, кабриолей и других тел вращения большой популярностью пользуется программа DeskProto 7.0. Всё необходимое для работы на фрезерном станке с ЧПУ, простой интерфейс и невысокая стоимость (около € 995) сделали эту программу так называемой «рабочей лошадкой» в сфере 2D и 3D фрезерования.